_03.png
)

کاشی , هنر کاشی کاری , انواع کاشی و کاربرد های آن
مقدمه ای بر هنر كاشی كاری
کاشی , هنر کاشی کاری , انواع کاشی و کاربرد های آن
صنعت كاشی سازی و كاشی كاری كه بیش از همه در تزیین معماری سرزمین ایران، و به طوراخص بناهای مذهبی به كار گرفته شده، همانند سفالگری دارای ویژگی های خاصی است. این هنر و صنعت از گذشته ی بسیار دور در نتیجه مهارت، ذوق و سلیقه كاشی ساز در مقام شیئی تركیبی متجلی گردیده، بدین ترتیب كه هنرمند كاشیكار یا موزاییك ساز با كاربرد و تركیب رنگ های گوناگون و یا در كنار هم قرار دادن قطعات ریزی از سنگ های رنگین و بر طبق نقشه ای از قبل طرح گردیده، به اشكالی متفاوت و موزون از تزیینات بنا دست یافته است. طرح های ساده هندسی، خط منحنی، نیم دایره، مثلث، و خطوط متوازی كه خط عمودی دیگری بر روی آنها رسم شده از تصاویری هستند كه بر یافته های دوره های قدیمی تر جای دارند، كه به مرور نقش های متنوع هندسی، گل و برگ، گیاه و حیوانات كه با الهام و تأثیر پذیری از طبیعت شكل گرفته اند پدیدار می گردند، و در همه حال مهارت هنرمند و صنعت كار در نقش دادن به طرح ها و هماهنگ ساختن آنها، بارزترین موضوع مورد توجه است.

این نكته را باید یادآور شد كه مراد كاشی گر و كاشی ساز از خلق چنین آثار هنری هرگز رفع احتیاجات عمومی و روزمره نبوده، بلكه شناخت هنرمند از زیبایی و ارضای تمایلات عالی انسانی و مذهبی، مایه اصلی كارش بوده است. مخصوصاً اگر به یاد آوریم كه هنرهای كاربردی بیشتر جنبه ی كاربرد مادی دارد، حال آن كه خلق آثار هنری نمایانگر روح تلطیف یافته انسان می باشد، همچنان كه «پوپ» پس از دیدن كاشی كاری مسجد شیخ لطف الله در «بررسی هنر ایران» می نویسد،«خلق چنین آثار هنری جز از راه ایمان به خدا و مذهب نمی تواند به وجود آید».
هنر موزاییك سازی و كاشی كاری معرق، تركیبی از خصایص تجریدی و انفرادی اشیاء و رنگ هاست، كه بیننده را به تحسین ذوق و سلیقه و اعتبار كار هنرمند در تلفیق و تركیب پدیده های مختلف وادار می سازد. تزیینات كاشی بر روی ستون های معبدالعبید در بین النهرین باقی مانده از سال های نیمه ی دوم هزاره ی دوم ق.م. نشانگر اولین كار برد هنركاشی كاری در معماری است. این شیوه تزیینی كه با تركیب سنگ هایی الوان و قرار دادن آنها در كنار یكدیگر و با نظم و تزیینی خاص هم چنین با استفاده از اشیاء رنگین مانند صدف، استخوان و … ترتیب یافته، بیشتر شبیه به شیوه ی موزاییك سازی است تا كاشی كاری، كه به هر حال اولین تلفیق اشیاء الوان تزیینی است كه با نقوش مختلف هندسی زینت بخش نمای بنا شده، و پایه ای جهت تداوم هنر كاشی كاری به خصوص نوع معرق آن در آینده گردیده است. هم چنین اولین تزیینات آجرهای لعابدار و منقوش نیز بر دیواره های كاخ های آشور و بابل به كار گرفته شده است.
در ایران مراوده فرهنگی، اجتماعی، نظامی، داد و ستدهای اقتصادی و رابطه صنعتی، گذشته از ممالك همجوار، با ممالك دور دست نیزسابقه تاریخی داشته است. این روابط تأثیر متقابل فرهنگی را در بسیاری از شئون صنعتی و هنری به ویژه هنر كاشی كاری و كاشی سازی و موزاییك به همراه داشته، كه اولین آثار و مظاهر این هنر در اواخر هزاره ی دوم ق.م. جلوه گر می شود. در كاوش های باستان شناسی چغازنبیل، شوش و سایر نقاط باستانی ایران، علاوه بر لعاب روی سفال، خشت های لعابدار نیز یافته شده است. فن و صنعت موزاییك سازی یعنی تركیب سنگ های رنگی كوچك و طبق طرح های هندسی و با نقوش مختلف زیبا در این زمان به اوج ترقی و پیشرفت خود رسیده كه ساغر بدست آمده از حفریات مارلیك را می توان نمونه عالی و كامل آن دانست. این جام موزاییكی كه از تركیب سنگ های رنگین به شیوه ی دو جداره ساخته شده از نظر اصطلاح فنی به «هزار گل» معروف است و از لحاظ كیفیت كار در ردیف منبت قرار دارد.

تزیینات به جای مانده از زمان هخامنشیان حكایت از كاربرد آجرهای لعابدار رنگین و منقوش وتركیب آنها دارد، بدنه ی ساختمان های شوش و تخت جمشید با چنین تلفیقی آرایش شده اند، دو نمونه جالب توجه از این نوع كاشی كاری در شوش به دست آمده كه به «شیران وتیراندازان» معروف است. علاوه بر موزون بودن و رعایت تناسب كه در تركیب اجزاء طرح ها به كار رفته، نقش اصلی همچنان حكایت از وضعیت و هویت واقعی سربازان دارد. چنان كه چهره ها از سفید تا تیره و بالاخره سیاه رنگ است، وسایل زینتی مانند گوشواره و دستبندهایی از طلا در بردارند و یا كفش هایی از چرم زرد رنگ به پا دارند. از تزیینات كاشی هم چنین برای آرایش كتیبه ها نیز استفاده شده است. رنگ متن ، اصلی كاشی های دوره ی هخامنشیان اغلب زرد، سبز و قهوه ای می باشد و لعاب روی آجرها از گچ و خاك پخته تشكیل شده است.
نمونه های دیگری از این نوع كاشی های لعابدار مصور به نقش حیوانات خیالی مانند «سیمرغ» و یا «گریفن» دارای شاخ گاو، سر و پای شیر و چنگال پرندگان نیز طی حفریات چندی به دست آمده است. قطعاتی از قسمت های مختلف كاشی كاری متنوع زمان هخامنشیان در حال حاضر در مجموعه ی موزه لوور و سایر موزه های معروف جهان قرار دارد.
در دوره ی اشكانیان صنعت لعاب دهی پیشرفت قابل ملاحظه ای كرد، و به خصوص استفاده از لعاب یكرنگ برای پوشش جدار داخلی و سطح خارجی ظروف سفالین معمول گردید، وهم چنین غالباً قشر ضخیمی از لعاب بر روی تابوت های دفن اجساد كشیده می شده است. در این دوره به تدریج استفاده از لعاب هایی به رنگ های سبز روشن و آبی فیروزه ای رونق پیدا كرد. بنا به اعتقاد عده ای از محققان، صنعت لعاب سازی در زمان اشكانیان در نتیجه ارتباط تجاری و سیاسی بین ایران و خاور دور به چین راه یافته، و سفالگران چین در زمانسلسله هان(206ق م –220 میلادی) از فنون لعاب دهی رایج در ایران برای پوشش ظروف سفالین استفاده می كرده اند. با وجود توسعه فن لعاب دهی به علت ناشناخته ماندن معماری دوره اشكانی در ایران، گمان می رود در این دوره هنرمندان استفاده چندانی از لعاب برای پوشش خشت و آجر نكرده و نقاشی دیواری را برای تزیین بناها ترجیح داده اند. دیوار نگاره های كاخ آشور و كوه خواجه سیستان یادآور اهمیت و رونق نقاشی دیواری در این دوره است.
طرح های تزیینی این دوره از نقش های گل و گیاه، نخل های كوچك، برگ های شبیه گل «لوتوس» و تزیینات انسانی و حیوانی است، كه در آرایش دوبنای یاد شده نیز به كار رفته است.
امید است در كاوش های آینده در نقاط مختلف كاشی های بیشتری از دوره اشكانیان یافت شود كه امكان مطالعه و بررسی دقیق در این زمینه را فراهم آورد.

در عصر ساسانیان هنر و صنعت دوره ی هخامنشیان مانند سایر رشته های هنری ادامه پیدا كرد، و ساخت كاشی های زمان هخامنشیان با همان شیوه و با لعاب ضخیم تر رایج گردید.
نمونه های متعددی از این نوع كاشی ها كه ضخامت لعاب آن ها به قطر یك سانتیمتر می رسد در كاوش های فیروز آباد و بیشابور به دست آمده است. در دوره ساسانیان علاوه بر هنر كاشی سازی هنر موازییك سازی نیز متداول گردید. مخصوصاً پوشش دو ایوان شرقی و غربی بیشابور ازموزاییك به رنگ های گوناگون وتزیینات گل و گیاه و نقوشی از اشكال پرندگان و انسان را در بر می گیرد. كیفیت نقوش موزاییك های مكشوفه در بیشابور گویای ادامه سبك و روش هنری است كه در دوره ی اسلامی به شیوه معرق در كاشی سازی و كاشی كاری تجلی نموده است. رنگ آمیزی های متناسب، ایجاد هماهنگی و رعایت تناسب از ویژگی های كاشی كاری های این دوره می باشد.

پس از گسترش اسلام، به مرور هنر كاشی كاری یكی از مهمترین عوامل تزیین و پوشش برای استحكام بناهای گوناگون به ویژه بناهای مذهبی گردید. یكی از زیباترین انواع كاشی كاری را در مقدس ترین بنای مذهبی یعنی قبةالصخره به تاریخ قرن اول هجری می توان مشاهده كرد.
از اوایل دوره ی اسلامی كاشی كاران و كاشی سازان ایرانی مانند دیگر هنرمندان ایرانی پیشقدم بوده و طبق گفته ی مورخین اسلامی شیوه های گوناگون هنر كاشی كاری رابا خود تا دورترین نقاط ممالك تسخیر شده- یعنی اسپانیا- نیز برده اند.
هنرمندان ایرانی از تركیب كاشی های با رنگ های مختلف به شیوه موزاییك، نوع كاشی های «معرق» را به وجود آوردند وخشت های كاشی های ساده و یكرنگ دوره ی قبل از اسلام را به رنگ های متنوع آمیخته و نوع كاشی «هفت رنگ» را ساختند. همچنین ازتركیب كاشی های ساده با تلفیق آجر و گچ، نوع كاشی های «معقلی» را پدید آوردند. و به این ترتیب از قرن پنجم هجری به بعد كمتر بنایی را می توان مشاهده كرد كه با یكی از روش های سه گانه فوق و یا كاشی های گوناگون رنگین تزیین نشده باشد.
در این مختصر سعی خواهد شد تحول هنر كاشی سازی ازاوایل دوره اسلامی تا عصر حاضر مورد بررسی قرار گیرد، و هم چنین به طور اجمال نحوه تزیین وكاربرد آن در قرون مختلف اسلامی شرح داده شود.
کاشی و کاربرد آن
کاشی از لحاظ تاریخی پنجمین شیوه اساسی و بنیادی در تزئینات ساختمانهای عادی میباشد. استفاده از این شیوه و مواد تزئینی در معماری اسلامی نیز به حد اعظمی رایج و دیزاینهای جالب، جلو رشد وانکشاف تزئینات خشتی و گچی را گرفت وهمه علاقمند تزئینات با کاشی شدند از نوع تزینات کاشی برای باراول قسمیکه روی دیوار را بکلی بپوشاند در آبدات قرن ۱۳ هـ قونیه بکار رفته. کاشی کاری بصورت هنر تزئینی درکشورهای اسلامی به اوج شکوفایی خود رسید ویکی از ویژه گیهای برجسته معماری اسلامی به شمار میرود کاشیهای که برای تئین عمارات به کار میرود عموأ سه نوع بوده کهذیلا توضیح میگردد.
الف: کاشی معرق: باتلفیق تکه های کوچک گوناگون ساخته میشود که به اساس طرح اصل یکایک تراشیده میشود ودر جای معینه آن نصب میگردد.
ب: کاشی بنایی : دارای طرحهای هندسی است واز تلفیق اشکال هندسی ساخته میشود، که مساحت هریک از آنها بین ۴ تا ۸ سانتی متر مربع میباشد.
ج : کاشی خشتی : از تلفیق خشتهای ظریف لعاب دار که هریک از آنها بخشی از طرح کلی را در بر دارد ساخته میشود واز قرن پنج قمری با گسترش و پیشرفت سایر شاخه های هنر اسلامی کاشی کاری نیز ترقی بیشتر کسب نمود.
بهمنظور جلوگیری از ضیاع وقت با در نظرداشت اقتصاد ضعیف کشور اکثرأ در ترمیم آبدات تاریخی وساختمانهای جدید به عوض کاشیهای معرق از کاشیهای هفت رنگ استفاده مینمایند ازین نوع کاشی مرکب از رنگ سبز کمی سفید میباشد.
معرق کاری عبارت است از قطعههای بریده شده کاشی که نقوش مختلف را از رنگهای متفاوت تراشیده و در کنار یگدیگر قرارداده و به شکل قطعاتی بزرگ در آورده و روی دیوار نصب میشود تازینت بخش بنأ گردد. این نقوش گاهی از نقشهای گرهکشی و گاهی از نقشهای مختلف مانند گال و بوتهسازی اسلیمیها که هرکدام جداگانه میتوانند بنایی را زینت بخشد.
ساختن یا نصب کاشیها را به طریق فوق معرق میگویند. معرقکاری کاشی در دوره سلجوقیان یعنی در قرن ۴ هجری به سمت کمال رفت و بسیار متداول گردید. درقرن هشتم هجری هنرمندان معرقکار به مراتب از هنرمندان عهد سلجوقی جلو افتادند. دراین قرن موفق شدند اجزای راکه اشکال معرق از آنها تشکیل مییابد کوچکتر کنند و لطیفترین وزیباترین اشکال بنایی وهندسی را در مجموعهای از رنگهای زیبا براق که جز در هنر شرق خصوصأ ایرانی دیده میشود نمایش دهند. مخصوصأ ارزانی بیشتر موجب رواج بیشتر آن گردید. هنر معرقکاری در قرنهای ۹و ۱۰ هجری به روشهای شرقی خود رسید در این دوره مراکز مهم معرقسازی در شهرهای اصفهان، یزد، هرات و سمرقند ایجاد گردید.
کاشی معرق این حسن را دارد که بر سطوح غیر مسطح همچون بدنه گنبدها و گلدستههای کوچک و حتی مقرنسهای ظریف قرار میگیر و چنانچه نیاز به مرمت پیدا کند کمتر دچار عدم هماهنگی با بقایای کاشیهای سالم مانده میشود.
کاشی هفت رنگ
نوع کاشی است که اکثرأ در مساجد، عبادت گاهها و مقبرهها همچنان منازل شخصی بکار میرود که از شهرت بسیار خوبی برخوردار است این نوع کاشی از کاشیهای خشت یعنی چهار گوش نشأت کرده و اندازه آن ۱۰x۱۰ سانتی متراست که در کنار یگدیگر قرار میدهند ونقش موردنظر را روی آن رنگ آمیزی مکنند وبه کوره برده حرارت میدهند تا لعاب پخته شود سپس از کوره خارج و بردیوار نصب میکنند هفت رنگ متداول و مروج عبارت از سیاه، سفید، لاجوردی، فیروزه یی، قرمز زرد و حنایی که در آبدات تاریخ یو اماکن متبرکه از این نوع کاشیها زیاد استفاده شدهاست.
خط بنایی وسیله تزئینی در کاشی
خط بنایی الهام گرفتهاز خط کوفی است د رکاشیکاری و معماری اسلامی جایگاه ویژه دارد. زینت بخش از کتبهها داخل محرابها و بالای منارها و پشت و پهلوی قوس بکارمیرود این نوع خط زیاد در کاشیها و کاشی کاری مروج به خاطر که برش آن آسانتر است مانند سایر خط کنج و کنار و پیچ و تاب زیاد ندارد از همین سبب است که به این خط خط بنایی را نام گذاشتهاند که اکثرأ در آبدات تاریخی از آ«استفاده به عمل میآید.
در کاشی کاری شیوههای تزئینی دیگری هم وجوددارد که زیرنام اسلیمی، گره کاری، خطوط بنای، مقرنس کاری، رسم بندی، و غیره که هریک در جایش از ارزشمندی خاصی برخوردار است و همچنان کدام هنرویژه و خلاقیت و ابتکار لازم بکار رفته دراین قسمت میخواهیم در رابطه به تهیه وساخت یک قطعه کاشی چه بزرگ و یا خورد دقیق شویم مراحل گوناگون و اهمیت قدرت خلاقه هنرمندرا در آن مشاهده نماییم که در بحثهای آینده مراحل مختلف تهیه کاشی بامواد که در تهیه آن لازم است توضیحات به عمل آوریم.
از ارزشمندی کاشی و نقش آن در معماری اسلامی صحبت به عمل آوردیم و دانستیم که درمیان انبوهی از مصالح معماری چون، گل، گچ، خشت، سنگ، چوب و غیره کاشی نقش عمده را ایفا میکند در حقیقت کاشی مکمل کاردر معماری است. و هنرمندان ما خوب درک نمودهاند و تشخیص دادند که دریک کشور اسلامی و یادر مجموع جهان اسلام یگانه عنصریکه میتوانداهداف هنر اسلامی را خوبتر تحقق دهد کاشی است که آثالر گرانبهای از این عنصر معماری وتزئیناتی را در اکثر، مراکز متبرکه کشورهای اسلامی مشاهده مینمایم که همه آنها حاصل دسترنج توانای هنرمندانی بود که زندگی خودرا وقف هنرکردند ورسالت خودرا در قبلا جامعه اسلامی و اهداف و مرام هنر اسلامی از طریق هنرکاشی کاری انجام دادند واعجاز آفریدند.
کاشی و صنعت ساختمان
امروزه با كاربرد فراواني كه كاشي در صنعت ساختمان دارد ، بعنوان يكي از پرمصرف ترين مصالح ساختماني بشمار مي رود . در كشور ما توليد اين محصول تنوع زيادي پيدا كرده و بعضاً نيز از لحاظ مرغوبيت قابل رقابت با محصولات خارجي مي باشد.
گروه يك عمران دانشگاه آزاد اسلامي اردكان[1] در طي بازديدي كه از شركت توليدي كاشي خيام به انجام رساند به نكات قابل توجهي در مورد كاشي و سراميك در كشور دست يافت.
در طي گزارشي كه اين گروه از اين بازديد تهيه نموده به موضوعات مختلفي در زمينه كاشي از جمله مواد اوليه توليد طريقه تهيه خاك و گل كاشي ،قالب بندي و پخت آن و نيز مواردي در زمينه طراحي پخت نهايي كاشي اشاره كرده كه توضيح كامل آنها در قسمتهاي بعدي به طور كامل شرح داده مي شود.
نتيجه گيري كلي اي كه درآخر اين بازديد بدست آمد اين بود كه در كشور ما بر خلاف آنچه كه در ظاهر امر وجود دارد توليد كاشي از لحاظ كيفي در سطح پاييني قراردارد . به طوري كه تنها از ميان تمام شركتهايي كه در زمينه توليد كاشي در كشور ما فعاليت دارند تنها تعداد انگشت شماري از اين كارخانه ها توانسته اند توليدات خود را به مرحله صادرات برسانند و بقيه كارخانه ها به دليل عدم مرغوبيتي كه در توليدات خود دارند، كه صرفا به منظور جذب بازار داخلي توليد با كيفيت پايين و كاهش قيمت مورد توجه قرار گرفته و لذا عدم توجه به ساير جوانب توليد در صنعت روز كاشي منجر به عدم حضور در بازار جهاني گرديده است.
كاشی
خاك رس ، نسبت به كاني ذاتي خود ، به گروه كائولين ALO2, 2SO2,2H2O و و هالوزيتها al2o ,2SO2,4h2o ومونت مورفوفيت تشكيل شده است . كاشيها ، بهترين مصالح موافق از نوع سراميك مي باشند كه هم ارزان و هستند و هم استحكام و ظرافت و زيبايي آنها ذخيره كننده است . كاشي ، داراي انواع مختلف ساده ، براي سينه ديوار و انحنا دار براي شروع و انتهاي نبشها ونوع مخصوص قرنيز كه كاشي را با حالت زيبايي ، به سراميك يا موزائيك و سنگ كف مي رساند، مي باشد . كاشيها به صورت رنگارنگ و نقاشيها و صور مشبك و برجسته و يا يك طرح يا در كل به صورت تابلو و نوشته و غيره ساخته مي شوند . كاشي در كارخانجات كاشي سازي ، با لعاب و رويه زدن و پختن در جا ، با استحكام و اندازه هاي مختلف ساخته مي شود . لعابها معمولا از كائولين ، كوارتز ، فلدسپاتها و با اضافه كردن گچ و اكسيد آهن گرفته مي شود كه براي لوله هاي فاضلاب و غيره مصرف و در مورد رنگها از اكسيدهاي فلزات استفاده مي شود . اين مجموعه ها به صورت پودر آهن شده وبا دستگاه روي كاشي كشيده مي شود و در كارخانه خشك و پخته مي شوند و اين عمل كاشي را ضد آب مي كند .براي ممكن ساختن چسبندگي كاشي با ملات ، آن را 5/1 تا 2 ميليمتر برجسته مي سازند . كاشي با ابعاد 10*10 الي 40*40 براي ديوارهاست . از جمله ساير موارد ، نمي توان به مواردي نظير كاربردهاي بهداشتي مثل وان و روشويي و موارد ديگر كه پس از لعاب دادن ، بر روي آنهاكارهاي اضافه ، انجام مي گيرد و به صورت سبك و تميز در مي آيند ، اشاره كرد . كاشيهاي ديواري حداقل 6 ميليمتر و حداكثر 10 ميليمتر ضخامت دارند تا انقباض نداشته باشند كاشيها را 100 درجه گرما داده و فورا داخل آب 20-18 درجه قرار مي دهند ، در اين قسمت احتمال ترك برداشتن آزمايش مي شود كاشيها در دماي 1250- 1200 درجه پخته شده و سپس از دادن لعاب ، آنها را دوباره 260 – 1100 درجه حرارت مي دهند . كاشيها طبق بند 7-4-2 – آيين نامه سازمان برنامه ، از لحاظ نداشتن نقص ، درجه يك و با داشتن چند خال 2/1 ميليمتر در رويه ولبه درجه 2 واگر اين اشكالات 3-2 ميليمتر باشد درجه 3 خوانده مي شوند .

انتخاب مواد اوليه در ساخت كاشی :
مواد اوليه اي كه در ساخت و توليد هر كاشي به كار برده مي شود شامل 6 نوع خاك مي باشد كه به ترتيب عبارتند از :
- كائولن كه از معدن تبريز تأمين مي گردد.
- فلدسپات كه خود بر دو نوع طالعي و فولادي است كه هر كدام از معادن اردكان تأمين مي گردد.
- سيليس كه از معدن ميبدتهيه مي گردد .
- بالكني كه از معدن ها ماند اردكان تهيه مي شود.
- خاك پيرونديت كه از معدن يزد تهيه مي شود.
- خاك هاي اليتي كه معادن زردكوه يزد تهيه مي شود.
قبل از تركيب اين مواد با يكديگر هر يك از مواد توسط دستگاه سنگ شكن خردشده تا ذرات بزرگتري كه در ميان آنها وجود دارد به ذرات ريزتر تبديل گردد كه در زير عكسهايي از اين مرحله را مشاهده مي كنيد.
با توجه به موارد فوق الذكر و اهميت دسترسي به معادن تأمين كننده مواد اوليه ، اين موضــوع باعث شده كه كارخانجات توليــد كاشي زيادي منطقه صنعتي ميبد به وجود آيد به طــوري كه در منطقه صنعتي ميبد بيش از دهها كارخـانه توليــدي كاشي تـأسيس گرديده است.
مرحله دوم:
مخلوط كردن مواد در منبع بالميل:
منبع بالميل يك منبع با بدنه فولادي بوده كه پوشش داخلي آن از موادي چون لاستيك و يا آجر لانيري جهت جلوگيري از خورده شدن سطح داخلي منبع توسط گلوله هاي سراميكي و آبرفتي است، كه ظرفيت اين منبع 30000 ليتر مي باشد.
مواد اوليه با درصد هاي زير در منبع با يكديگر مخلوط مي شوند:
- 45% گلوله هاي سراميكي و آبرفتي
- 38% آب
- 3) 7% خاك و مواد اوليه
توضيح اينكه گلوله هاي سراميكي و آبرفتي را جهت خرد كردن مواد اوليه وارد منبع بالميل مي كنند كه در زير مي توانيد عكس اين گلوله ها را مشاهده كنيد.
به منظور تشخيص زمان مخلوط شدن مواد در منبع بالميل پس از طي مدت زمان اوليه چرخش، مواد داخل دستگاه توسط قسمت آزمايشگاه و قسمت كنترل كيفي مورد آزمايش قرار گرفته مي شوند.
تشخيص كيفيت آن بدين صورت است كه 100 گرم از مواد را برداشته و بر روي الك 30 ، الك كرده و سپس وزن مواد باقي مانده بر روي الك را اندازه گيري كرده، چنانچه اين وزن معادل 6 تا 7 گرم باشد چرخش و مخلوط كردن مواد كافي بوده و چنانچه اين وزن بيش از اين باشد چرخش دستگاه ادامه پيدا كرده تا وزن مواد به حالت استاندارد برسد.
مرحله سوم :
پخت اوليه توسط دستگاه اسپري دراير:
مواد داخل منبع بالميل توسط لوله هاي زير زميني به حوضچه هاي بالميل برده شده و سپس توسط پمپ كشيده شده و از الك 60 مش، گذرانده مي شوند و بعد از اين مرحله وارد حوضچه اسپري دراير و سپس دستگاه اسپري دراير مي شود.
كار اصلي اين دستگاه حرارت دادن مواد مرحله قبل بوده و رساندن رطوبت مواد به 6% مي باشد.
-قسمت كنترل اين دستگاه داراي سه نمايشگر دمايي بوده كه در هر نمايشگر رديف بالايي آن دماي درحال حاضر هر قسمت را نشان مي دهد و رديف پايين آن نشان دهنده حداكثر توان حرارتي دستگاه براي هر قسمت است.
همان طور كه در شكل ديده مي شود قسمت اول نشان دهنده دماي مشعل اسيري درايراست و قسمت دوم نشان دهنده دماي محوطه اسپري دراير و قسمت سوم نشان دهنده دماي خروجي مي باشد.
خاك خروجي از حوضچه اسپري دراير توسط پمپ هاي مخصوص به بالاي كوره اسپري دراير رفته و در آنجا اين خاك توسط 6 نازل در منبع پخش مي شود كه اين نازلها خاك را به شكل فواره اي به بالاي كوره پخش مي كنند.
دماهاي اضافي داخل كوره اسپري دراير توسط قسمت خروجي از كوره خارج شده كه همراه با خروج دماي اضافي مقداري از خاك درون كوره نيز خارج مي شود كه به منظور جلوگيري از اين امر از فيلترهاي خاك معروف به سيليكن كه درشكل ديده مي شود استفاده مي شود.
- خاك حاصل از قسمت سيلكن داراي كيفيت خوبي نمي باشد زيرا اين مواد دانه بندي لازم را ندارند و اين امر باعث مي شود تا خاك در موقع پرس ، هوا دار شده و ترك مي خورد.
در آخر اين خاك مجدداً به قسمت مواد اوليه باز گردانده مي شود ولي در بعضي ازاين كارخانه ها به دليل صرفه اقتصادي اين خاك همراه با ديگر خاكها به قسمت پرس فرستاده و مورد استفاده قرار مي گيرد.
- لازم به ذكر است كه در كشورهاي پيشرفته اي همچون ايتاليا و اسپانيا مراحل آماده سازي خاك جهت توليد كاشي توسط كارخانه هاي ديگر انجام مي گيرد.
- خاك حاصل از دستگاه اسپري دراير توسط دستگاه الواتر ( دستگاهي كه خاك را به شكل پيمانه اي به بالاي سيلوي خاك مي برد) وارد سيلوي خاك مي شود.
- ظرفيت هر سيلوي خاك 50 تن مي باشد كه در اين كارخانه از 4 سيلوي خاك در خط توليد خود استفاده مي كنند.
- جهت انتخاب خاك ازسيلوها قسمت كنترل به نحوي عمل مي كند كه ميانگين رطوبت خاك به 6% برسد.
مرحله چهارم :
قالب بندي و پرس كاشی :
در اين مرحله خاك توسط نوار نقاله از سيلوها وارد قيف پرس مي شود و پس از گذشتن از الك ريز وارد قالب مي شود. ضخامت لايه خاك در قالب پرس 2 سانتي متر مي باشد ولي بعد از پرس اين ضخامت به 9 ميليمتر مي رسد. مقدار نيرويي كه دستگاه پرس بر قالب وارد مي كند بين 200 تا 220 Kg/pas مي باشد كه مقدار آن توسط قسمت آزمايشگاه معين مي گردد.
- در هر مرحله پرس اين دستگاه دو قالب پرس مي شود و سرعت آن به 11 جفت قالب كاشي در هر دقيقه مي رسد.
مرحله پنجم :
پخت ثانويه کاشی :
كاشي هايي كه از دستگاه پرس بيرون آمده توسط غلتكهاي متصل به دستگاه پرس وارد دستگاه خشك كن يا دراير مي شود.
كاشي ها در حدود يك ساعت و نيم 30:1 در داخل خشك كن قرار مي گيرند . دماي خشك كن را قسمت كنترل كيفيت مشخص مي كند ولي بازه دمايي آن بين 85 تا 120 سانتيگراد مي باشد كه اين دما بستگي به نوع خاك و لعاب كاشي دارد.
- كاشي خارج شده از قسمت خشك كن كه در شكل زير مشاهده مي كنيد رابيسكويت گويند.
در برخي از موارد بيسكويت هاي خارج شده از خشك كن دو پوسته ميشوند،مانند شكل زير كه اصطلاحاً هوادار شده اند. كه هوا دار شدن كاشي به دو دليل است :
- مرغوب نبودن خاك خارج شده از قسمت فيلتر هوا (سيلكن)
- هوادار بودن خاك در قسمت پرس
اين بيسكويتهاي هوادار توسط اپراتور دستگاه از ساير بيسكويتها جداشده و به قسمت مواد اوليه بازگردانده مي شود.
مرحله ششم
لعاب زني بروي كاشی
بيسكويتهاي جداسازي شده ، توسط نوار نقاله وارد خط لعاب مي شود.
قبل از پاشش لعاب بر روي كاشي ،كارهاي ديگري نيز بر روي آن انجام مي گيرد كه عبارتند از :
- جارو شدن سطح روي بيسكويت توسط ماشين
- بادگرفتن بر روي كاشي
- پاشيدن مقداري آب بر روي بيسكويت به منظور كاهش دماي آن
بعد از انجام مراحل فوق دو مرحله لعاب زني روي كاشي داريم :
مرحله اول :
در اين مرحله بيسكويت وارد كابين لعاب اينگوب مي شود.
لعاب اينگوب فرمولي از مواد بدنه و لعاب كاشي است كه به منظور ايجاد يك پوشش بين سطح كاشي و لعاب بعدي به بيسكويت افزوده ميشود.
- وزن لعاب اينگوب اعمال شده روي كاشي 20*20 در حدود 15 تا 17 گرم مي باشد.
- وزن اعمال شده بر روي كاشي هاي ديگر و با ابعاد ديگر با ايجاد تناسب بين ابعاد آن كاشي با كاشي 20*20 معين ميشود.
مرحله دوم :
در اين مرحله ،لعاب همراه با رنگ چاپي بر روي كاشي زده مي شود . بدين صورت در كه مرحله چاپ لعاب ثانويه همراه با رنگ توسط شابلونهاي چاپ بر روي كاشي زده مي شود.
- سه نوع كابين جهت ايجاد لعاب اينگوب و لعاب بر روي سطح بيسكويت وجود دارد :
- كابين جت كه در آن لعاب به وسيله نازل به بيسكويت اضافه مي شود.
- كابين ديسكي كه در آن لعاب به صورت چرخشي به بيسكويت اضافه مي شود.
- نوع بل كه براي اضافه كردن لعاب به كاشي هاي ديواري مورد استفاده قرار مي گيرد.
طريقه لعاب سازي :
در قسمت لعاب سازي از بالميل هايي با ظرفيت 3000 تا 10000 ليتر استفاده مي شود كه در اين مخازن بالمين فقط از گلوله هاي سراميكي استفاده مي شود و از گلوله هاي آبرفتي استفاده نمي شود.
در صنعت كاشي سازي بسته به نوع استفاده و كاشي از چهار نوع لعاب استفاده مي شود :
1- لعاب اپك 2- لعاب مات 3- لعاب ترانس 4- لعاب لومستر
مواد تشكيل دهنده لعاب كاشي عبارتند از :
فريت ،سيليكات ، زيركونيم، اكسيد روي ، فلدسپات ، سيليس، كربنات كلسيم، اكسيدآلومينيوم
- در لعاب چاپ به جاي آب از روغن گليكول استفاده مي شود و به جاي فرمت از پودر فرمت استفاده مي شود.
- در مرحله لعاب زني كاشي ها ممكن است دچار عيوب و اشكالاتي بشوند كه اين معايب كاشي را در اصطلاح پين هول گوييم و اين معايب را مي توان از طريق روشهاي زير كاهش داد:
- اضافه كردن آب به بيسكويت خارج شده از خشك كن
- كم كردن فاصله زماني بين مرحله لعاب اينگوب ولعاب كاشي كه نبايد بيش از 8 ثانيه طول بكشد.
مرحله هفتم :
چاپ بر روي كاشي :
چنانچه كاشيها بسته به نوع آنها نياز به آن داشته باشند كه بر روي آنها چاپ شود،كاشي بعد از مرحله لعاب وارد دستگاه فيكس تير مي شود و توسط دستگاه چسبي به نام گرافيست بر روي لعاب كاشي قرار مي گيرد كه اين چسب به منظور جلوگيري از چسبيدن شابلون چاپ بر روي كاشي مي باشد.
نكته قابل توجه آن است كه جنس اين شابلونها از نوعي پارچه ي مخصوص مي باشد.
براي چاپ بر روي كاشي ها دو نوع دستگاه وجود دارد:
- دستگاه چاپ سيلك ، كه در اين دستگاه شابلون پس از 1 روز استفاده بايد عوض شود.
- دستگاه چاپ روتر كالد، كه در اين دستگاه شابلون مورد استفاده را مي توان در حدود
چند ماه استفاده كرد.
كه در اين كارخانه به دليل متنوع بودن طرحهاي چاپ و همچنين صرفه اقتصادي آن (گران بودن دستگاههاي چاپ روتر كالد) از دستگاه چاپ سيلك استفاده مي شود.
مرحله هشتم :
پخت نهايي كاشی :
بعد از مرحله چاپ به منظور جلوگيري از چسبيدن سطح زير كاشي به رولر كوره ، از لعابي به نام اينگوب ديرگداز كه فرمول آن بيشتر شامل منيزيت است ،استفاده مي شود.
سپس كاشيها توسط دستگاه رولرماتيك وارد واگنهاي ذخيره كاشي مي شوند كه ظرفيت هر يك ازاين واگنهاي ، ذخيره 70 تا 8 متر مربع كاشي است.
اين واگنهاي ذخيره كاشي توسط ريلهاي كلاغي كه در كف كارخانه كار گذاشته شده به سمت ورودي كوره ها آورده مي شوند. كاشيها مجدداً توسط دستگاه رولرماتيك تخليه شده و به ابتداي ورودي كوره آورده مي شوند.
كوره پخت كاشی :
مشخصات فني اين كوره كه داراي طولي به اندازه ي 86 متر و عرض آن 5/2 متر است و داراي 120 مشعل بودكه 60 مشعل آن در بالاي كوره و 60 مشعل ديگر آن در زير كوره قرار گرفته است.
زمان پخت كاشي در اين كوره بين 50 تا 60 دقيقه مي باشد و دماي كوره در حدود 1150 تا 1200 درجه سانتيگراد مي باشد، كه چنانچه دماي داده شده به كاشي زياد باشد كاشي به شكل مورب شكسته مي شود.
پس از اتمام پخت كاشي هاي خارج شده از كوره از زير جك كوچكي عبور مي كند كه چنانچه كاشيها هوادار باشند، يعني ضخامت آنها بيش از حد معمول باشد اين جك كاشيها را شكسته و آنها را از خط توليد خارج مي كند.
مرحله نهم :
درجه بندي كاشي :
- درجه بندي كاشي توسط اپراتور انجام مي شود و اين عمل بدين صورت است كه اپراتور سطح كاشي را ديده چنانچه سطح آن يكدست باشد و هيچ گونه شكستگي در گوشه ها ونيز شكل ظاهري آن سالم باشد آن كاشي را به عنوان كاشي درجه يك در نظر مي گيرند. و بعد از آن بر اساس شكل ظاهري وخرابي هاي ديگر كاشي آنها را به درجه 2 و 3 و4 و در بعضي موارد 5 تقسيم بندي مي كنند كه امروزه در هيچ كارخانه اي كاشي از نوع درجه 5 بسته بندي نمي شود.
كاردرجه بندي كاشيها بدين صورت است كه ؛ با گذاشتن نوعي خط بر روي كاشي كه اين خطوط روغني مي باشند و محل قراردادن آن بر روي كاشي كه تعمين كننده نوع و درجه آن است انجام ميشود ،دركاشيهاي نوع درجه يك هيچ خطي بر روي كاشي گذاشته نمي شود.
مرحله دهم :
بسته بندي كاشي :
كاشي هايي كه در مرحله قبل درجه بندي شدند، وارد دستگاهي شده كه اين دستگاه بسته به محل قرار گيري خطوط، كاشيها را از يكديگر تفكيك كرده و آنها را دسته بندي مي كند به طوري كه در هر دسته 10 كاشي قرارمي گيرد،كاشيهاي دسته بندي شده وارد دستگاه بسته بندي شده واين دستگاه پوششي از مقوا و پلاستيك را براي حفاظت از كاشي بر روي آن مي كشد.
كاشيهاي بسته بندي شده توسط اپراتورهايي از هم جدا شده و آماده براي حمل به انبار مي شود.
پس از توضيح مراحل كلي توليد كاشي، به توضيح انواع كاشيها و تفاوتهايي كه با هم دارند مي پردازيم:
نحوه ساخت كاشی های نواری :
براي ساخت اين نوع كاشيها از كاشيهاي سفيدي كه از كوره پخت سوم خارج شده استفاده مي كنند و بدين صورت كه دوباره به آنها طرح داده و آنها راپخت مي كنند.
اين كاشيها كه بيشتر جنبه تزئيني دارند، داراي عرض بسيار كم ولي طولي هم اندازه ي ديگر كاشيهاي مي باشد.
فرق بين كاشي كف و كاشي ديوار :
- لعاب كاشي هاي ديوار شيشه اي تر است و نيز دماي پخت آنها بيشتر است.
- درصد جذب آب براي كاشيهاي ديوار به نسبت كاشيهاي كف بيشتر است . به طوري كه جذب آب براي كاشيهاي ديوار 10 –20% است و براي كاشيهاي كف 6% است.
- فرق بين كاشيهاي گرانيتي وكاشيهاي معمولي:
درتوليد كاشيهاي گرانيتي در قسمت دستگاه پرس خاك، فشار دستگاه پرس بيشتر بوده و نيز به جاي آنكه روي كاشي ها لعاب بزنند آنها را مي سابند كه با اين كار به جاي چاپ بر روي كاشي رنگدانه هايي كه در خود كاشي وجود دارد و جزء خاك آن است به عنوان طرح كاشي قرار مي گيرد.
قسمت كنترل كيفی در كارخانه :
اين قسمت از كارخانه كه وظيفه كنترل كاشي ها ،مواد اوليه ، لعاب ها و ساير قسمتهاي كارخانه را بر عهده دارد روزانه تمام موارد فوق را كنترل كرده تا از سالم بودن كاشي ها اطمينان حاصل كند و بتواند محصولات كارخانه را در حد مطلوب قرار دهد و كيفيت توليد را افزايش دهد.
از جمله تستهايي كه بر روي كاشي انجام مي دهند تا كيفيت آن را تحت كنترل قرار بدهند عبارتند از :
- اندازه گيري ابعاد دقيق كاشي ومطابقت آن با نمونه
- مطابقت رنگ كاشي با نمونه
- تست سايش بر روي كاشي
- تست قوس محدب مقدماتي
- تست رنگ پذيري
- تست لكه پذيري
- تست شوك حرارتي
قسمت آزمايشگاه در كارخانه :
دراين قسمت از كارخانه با انجام آزمايشات گوناگون سعي در توليدكاشيهايي با كيفيت بهتر چه از لحاظ جنس و مقاومت آن و چه از لحاظ رنگ و طرح آن و چه از لحاظ نوع لعاب و مرغوبيت آن مي كنند.
توليد شابلونها با طرحهاي جديد نيز در آزمايشگاه صورت مي گيرد.
عمليات كاشی كاری
.هنگام شروع نصب كاشي به اين صورت اقدام مي گردد ابتدا خميري از خاك رس تهيه و آن را مي ورزند اين خمير در ظرفي نزديك دست استاد كار آماده مي ماند سپس با گچ يا سيمان يا ماسه يا خاك رس كوبيده شده زير رگه اول كاشي در يك ضلع كنار ديوار شمشه كاملا تراز به وجود مي آورد تا امكان چيدن رگه اول كاشي به وجود آيد.
دو عدد كاشي دو سر ضلع مو قتا با فاصله حداقل 1 سانتيمتر از ديوار قرار مي دهند سپس ريسماني نازك به بالاي آن متصل نموده جلوي كاشي ها را از گل ورزيده شده موقتا بست مي زنند بعد شمشه فلزي بسيار صاف جلوي كاشي در حال نصب قرار مي دهند و بقيه كاشي ها را پشت شمشه چيده بعد با ريسمان كنترل مي نمايند،
جلوي بند ها را از گل ورزيده شده كروم موقت گذارده سپس دوغاب سيمان رابه صورت رقيق محلول شده از ماسه پاك و سيمان معمولي آماده با ملاقه به آهستگي پشت كاشي ها را پر مي كند تمام اضلاع را در رگ اول دور مي گردانندتا امكان كنترل تمام زاويه ها وضلع ها ،گوشه ها و نبشه ها به عمل آيدكه چنان چه كنار ضلعي تكه هاي غير استاندارد احتياج شود كاشي هاي رگه اول را جا بجا نموده و تكه ها به كنار منتقل شود و دوغاب ريزي پشت انجام گيرد پس از كنترل اضلاع هر بنا رگه هاي ديگر را از اول شروع و انقدر تكرار مي شود تا كاشيكاري در حد مطلوب به اتمام برسد پس از خودگيري كامل ملات كاشي ها دوغابي از رنگ كاشي با سيمان سفيد ورنگ مشابه تهيه نموده و با پارچه يا گوني به لاي بند ها ماليده و بعد از خشك شدن سطح كاشي ها را كاملا نظافت مي نمايند ، در اين هنگام نصب كاشي هاي ديواري خاتمه يافته و آماده فرش سراميك كف مي شود.
انواع کاشی
1.گره کشی: کاشی هایی که با طرح و نقش های مختلف با اشکال چند ضلعی های هندسی که پهلوی یکدیگر قرار گرفته وتشکیل نقشهای کلی را می دهند به نام گره کشی معروف هستند
2.معرق کاری: عبارت است ار قطعه های بریده شده ی کاشی از روی نقوش مختلف ورنگهای متفاوت ،تراشیده و پهلوی یکدیگر به شکل قطعه های بزرگ در آمده روی کار نصب می شوند. این نقوش گاهی از شکل های گره کشی و گاهی از نقش های مختلف مانند گل و بته سازی وغیره هستند که به نام اسلیمی وختایی و نقوش دیگر مشهور شده اند.
3.کاشی هفت رنگ: که شهرت زیادی دارند،به شکل چهارگوش ساخته می شوند و اندازهی تقریبی آنها 15در15 cm یا بیشتراست.در این شیوه کاشی را پس از پخت اول و ترسیم نقش روی آن دوباره در کوره حرارت می دهند،و پس از خارج شدن از کوره ،کاشی ها رادر محل ،نصب می کنند.هفت رنگ متداول در این نوع کاشی کازی عبارتند از:سفید،سیاه،لاجوردی،فیروزه ای، قرمز، زرد،حنایی. در مسجد شاه اصفهان(امام)از این کاشی کاری بسیار استفاده شده است.
4.معقلی:نقوش معقلی که ازمصالحی مانند آجر و کاشی(جداگانه و در هم)ساخته می شود وترسیم آن معمولا در جدول های ساده انجام پذیر است
1) کاشی پیش بر: قبل از لعاب دادن قسمت های کاشی جدا شده و پس از لعاب کنار یکدیگر قرار می گیرند. قطعات به شکل های هندسی برش می خورند ( مسجد جامع یزد)
2) کاشی نگین: کاشی هایی که بصورت ریز گونه در میان خشت ها و آجرها قرار می گیرند. (خواجه اتابک کرمان )
3) کاشی معقلی: قطهات بزرگتر کاشی که در میان خشتها و آجرها کار می شوند.
4) کاشی معرق: قطعات بریده بریده کاشی که با رنگ های مختلف و با سطوح منحنی بریده می شوند. هر قطعه یک رنگ خاص دارد.
5) کاشی مُهری: بیسکویت خام کاشی را مُهر می زنند و سپس آنرا می پزند.
6) کاشی حمیل: کاشی های کشیده طولی که بصورت خطی می باشند. این کاشی در حاشیه اغلب کاشی کاری ها موجود است.
7) کاشی زغره: کاشی پیچیده ( مارپیچ ) حمیل می باشد ( ستونهای پیچ در پیچ داخل مقبره شیخ لطف اله اصفهان )
8) کاشی هفت رنگ: روی بیسکویت خام کاشی یک رنگ سفید کشیده شده و سپس طرح کشیده شده بصورت رنگارنگ کشیده شده و سپس پخته می شود. (همانند کاشی های امروزی)
9) کاشی زرین فام: از رنگ طلایی بیشتر در آن استفاده میشده است و در دوران عباسیان رواج داشته است.
10) کاشی لعاب پَر: نقش روی بیسکویت خام کشیده می شده است و پس از پختن در کوره برخی از قسمت ها با ابزار لعاب آنها برداشته می شده است.
انجام پروژه مهندسی عمران در پرشیا پروژه با استفاده از بهترین متخصصان
پخت انواع كاشی
کاشی , هنر کاشی کاری , انواع کاشی و کاربرد های آن
کاشی يكي از عناصر تزئيني بناهاست كه از قرنها پيش در بنا بكار ميرفته است و حتي آجرهاي زيبا با لعاب فيروزهاي درشوش را كه اكنون در موزه لوور پاريس نگهداري مي شود ميتوان مثال اورد.
بعد از شروع اسلام، بناها ، بدون تزئينات كاشي، گچبري يا نقاشي ساخته و مورد استفاده قرار گرفت. در عصر سلجوقيان كاشي را ميتوان به صورت معدود در بنا ديد. از آن پس روز بروز بر زيبائي و تنوع آن و زئينات ديگر افزوده شد. يكي از هنرهاي كه در مورد كاشي بكار ميرود معرق كاري است كه هنري ظريف، پركار، زيبا، كه دردوران تيموري به اوج خود رسيد و با شروع سلسله صفويه و بكار بردن كاشي هفت رنگي اندك اندك به علت صرف وقت فراوان و دقت زياد براي تهيه آن كمتر در بناها بكار رفت.
كاشي از لحاظ مواد تشكيل دهنده آن دو نو است:
الف – كاشي گلي
ب – كاشي جسمي
الف : كاشي گلي : ازكاشي گلي جت تهيه كاشي فهت رنگيب و زير رنگي استفاده ميشود مواد تشكيل دهنده كاشي گلي، از خاك لاي است كه از رسوبات رودخانه بدست آوررده جمع آوري و به محل خت زدن حمل مي كنند و سپس با مخلوط مقداري گل سرشوري ( بخاطر چسبندگي بيشتر) ورز داده و آماده مي سازند. علت استفاهد از خاك لاي به خاطر تيشه خوري بيشتر است ،باين معني كه اين گل پس از پخت در كوره بر عكس گل رس به صورت خشك و شكننده درنمي آيد و هنگام تيبشه كاري آن به جهت استفاهد در نما يا در سطوح ديگر نمي شكند و لبه آن نمي پرد.
از كاشي گلي همانطوركه گفته شد براي تهيه كاشي هفت رنگي هم استفاهد ميشودو آن به اين خاطر است كه اگر بجاي كاشي گلي از كاشي مجسمي استفاهدكنند،چون باري پخت كاشيهفت رنگي مجبورند ه مرتبه،به جهت مراحل مختلف پخت، آن را بكوره ببرند كاشي جسمي به صورت جوش درآمده و از حالت طبيعي خود خارج شده و بكار نميايد ولي در مورد كاشي گلي اين چنين نيست و هر قدر كاشي بكوره برود محكم تر و مقاومتر ميشود پس از گرفتن مواد اضافي گل و لاي سرشوري با اضافه نمودن آب،گل آماده ميشود و در قالب هايي به ابعاد مورد نظر پر مينمايند و در محل مورد نظر وارونه مي كنند تا خشك شود و پس از گذشت يكي دو روز زماني كه خشتها هنوز كاملا خشمك نشده و به اصطلاح كاشي پزها دو نم ( نه خشك و نه تر9 است با استفاده از وسيلهاي چوبي بنام قالب و اكوب مي كنند اين قالب عبارتست از چوبي مربع شكل با طول و عرض كاشيهاي مورد نظر و با قطر 4 سانتي متر و داراي دستكي كه آن را بر روي خشتهاي دو نم قرار داده و با زدن پتكي بر روي ذدستك آن در حقيقت سطح خشك را صاف نموده و اگر احتمالا اطراف خشت ناصافي و يا اضافي داشته باشد به وسيله كاردك مخصوصي ، از خشت جدا ميسازند، بر روي دستك قالب و اكوب لاستيكي قرار ميدهند تاهنگام استفاده از آن و موقع ضربه زدن باعث شكستن دستك و قالب و اكوب نشود. پس از واكوب نمودن و خشك شدن خشتها، وقت عمل لعاب دادن بر روي كاشيها فرار ميرسد، ابتدا ميبايست كاشي گلي را به اصطلاح خوم پز ( خام پز) نمايند يعني قرمز رنگ ( نه كاملا پخته و نه خام) باين دليل كه اگر بخواهند كاشي را كه خوم پز نشده است لعاب دهند بعلت خشك بودن سطح كاشي گلي، لعاب داده شود فوراً خشك شده و جذب كاشي ميشود.
دليل ديگر خو پز كرذدن اين است كه چون حرارتي را كه براي پخت آجر در كوره ميدهند بيشتر از حرارت مورد احتياج پخت لعاب روي آن است ، لذا در صورت عدم خوم پز كردن لعاب روي آن به صورت جوش درآمده و از حيز انتفاع ميشود.
ب : كاشی جسمي
از كاشي جسمي براي ساختن كاشي نره و كاشي معرق استفاده ميشود مواد تشكيل دهنده كاشي جسمي عبارتست از :
1 – آبگينه ( شيشه)
2 – سنگ سيليس يا سنگ چخماق كه از معدن آورده شده است( بخاطر استحكام بيشتر)
3 – گل سرشوري يا گل جوراب، جهت چسبندگي بيشتر. كه حتماً ميبايست مقدار و درصد آنها متناسب باشد، و بديهي است كه با كم زياد نمودن يكي از موا تشكيل دهنده آن،كاشي مناسب بدست نخواهد آمد. براي مثال اگر مواد شيشهاي آن را زياد نمايند، جنس كاشي محكم شده ولي در عوض در تهيه كاشي معرق مورد استفاده نخواهد بود،زيرا بآساني قابل سايش نميباشتد و يا اگر سنگ سيليس آن را زياد نمايد، كاشي پخته شده به صورت بسيار ترد و شكننده درآمده و استحكام نخواهد داشت پس كاشي پزي سعي مي كند ،درصد مواد آن را وطري تعيين نمايد كه كاشي مناسبي بعد از پخت بدست آيد و در عين محكمي قابل ستايش باشد
ابتدا مي آيند سنگ سيليس يا سنگ چخماقف و شيشه را به تناسب مخلوط نموده، و آسيا مي كنند مواد سيا شده را در داخل بشكهاي جمع آوري مينمايند و پس از اتمام كار،مواد بدسيت آمده را در محلي ميريزند تا خشك شود، و پس از خشك شدن ميكوبند و به صورت پودر درآورده و سپس الك مي كنند،از طرفي گل سرشوري را قبلاً درداخل ظرف پر از آب ريخته تا در آن حل شود و پس از گذراندن از صافي با مواد كاشي جسمي مخلوط مينمايند.
عمل ريختن آب را در داخل خاك كاشي جسمي و مخلوط نمودن آن را در اصطلاح آبخوره ميگويند. پس از لگد مالي ورز دادن گل، يك نفر آن را در قالبهاي چوبي كه براي تهيه هر كاشي قبلا تهيه شده يم ريزند و گل اضافي روي قالب را به وسيله سيمي با كشيدن آن بر روي قالب جدا ميسازد و نفر ديگر آن را در محل خشتها حمل مينمايد. لازم بيادآوري است كه بخاطر نچسبيدن گل به كف قالب از خاكي بسيار نرم كه از مواد معدني است استفاده ميشود ك پس از آسيا نمودن و الك كردن آن در هر نوبت خالي نمودن و الك كردن آن در هر نوبت خالي نمودن خشتها در داخل قالب قالبميرزيند نا بدينوسيله مانع چسبيدن به بدنه قالب شود و هنگان خالي كردن خشتها دچار اشكال نشوند و براحتي از قالب جدا نشوند.
پس از خشك شدن شختها، بوسيله كشو كه بر روي خشتها قرار ميدهند قسمتهاي اضافي آن را با سنگ ساب( ي) ميسايند و از هر طرف گونيا مي كنند اگر بعضي قسمتهاي خشت خلل و فرج داشته باشد ،به وسيله همان گل پر مينمايند و پس از آماده شدن خشتها لعابهاي مختلف و اماده كه قبلاً تهيه شده است، توسط كاشي پز بر روي كاشيها داده مي شود و پس از خشك شدن بكوره ميبرند.
كاشي جسمي بر عكس كاشي گلي احتياج به خوم پز شدن ندارد و كاشي و لعاب يكبار بيشتر بكوره نميرود.
كاشيب معرق
كاشي معرق از كاشي جسمي چهار
گوش 15 × 15 سانتي متري ميشود. ابتدا ميبايست طرح تهيه شود. ممكن است اين طرح براي بازسازي قابچهاي كه از بيبن رفته صورت پذيرد، كه در اين صورت با روش چربه برداري ار روي قابچه قرينه آن عمل مي شود. چربه برداري باينصورت عمل ميشود كه باندازه سطح مورد نظر كاغذي كه مخصوص اينكار است تهيهي مي كنند و سپس آتن را بر روي قابچه معرق نصب نموده و اطراف آن را با سريش به كار متصل مي كنند ،تا مانع حركت احجتمالي كاغذ شود و سپس به ميله چوب يا پارچه آغشته به نفت سطح آن را چرب مينمايند، اين عمل باعث روشن شدن كاغذ و بالنتيجه باعث ديدن طرح معرق زيرين مي گردد كه بوسيله مداد طرح زيرين را ر روي كاغذ رسم مينمايند. اگر تعداد قابچههاي قرينه بيشتر باشد از روي همان چندين نسخه ديگر تهيه مي كنند و اگر احتياج نباشد مان كاغذ چربهداري شده را در مقابل آفتاب قرار ميدهند تا چربي آن محو شود و مورد استفاده قرار گيرد و سپس خطوط طرح را كه احتمالا به علت لغزش دست يا ناصافي سطح قابچه معرق بچپ و راست منحرف شده است پاك نموده و تصحيح مينمايند كاغذي كه براي كار معرق در نظر گرفته ميشود از يك نوع كاغذ ضخيم است كه معرق كاران اصطلاحاً آن را كاغذ صدوده گرمي مينامند كه در كل كار يك سانتي متر و اگر از كاغذ معمولي و نازكتر استفاده شود 2 تا 3 سانتي متر براي كش كار كسر مسينمايند، علت كم گرفتن كاغذ باين دليل است كه كار بخاطر شبيه بودن گلها و اجزاء ديگر و ازطرفي شمارهگذاري و علامت گذاري حرذوف اول رنگها امكان نداشت از اين نظر ابتدا طرح را با مقايسه با سطح معرقي كه مورد نظر است، با رنگ آميزي مي كرده و پس از تقسيم آن به مربعها بجاي قيچي نمودن تمامي طرح ،هر مربع را جداگانه عمل مينمود باين معني كه يك مربع را پس از رنگ آميزي قيچي مينمودهاند و پس از تهيه تمامي اجزاء آن در كنار يكديگر چيده و سپس شروع به قيچي مربع دوم مي كردند و لي همانطور كه ذكر شد اكنون تمامي طرح را قيجچي نوده عمل مي كنند
طرحهاي قيچي شده را از روي حرف اول رنگها كه بر روي آنها نوشته شده بر روي همان كاشي به وسيله سريش ميچسبانند و بعد از تيشه زدن و جدا ساختن، لعابهاي زيادي را توسط تيشه مخصوص ميپرانندو به وسيله چرخ سنباده يا سوهان مينمايند، كه ادامه آن را به وسيله سنباده مخصوص و سيم عاج دار پرداخت مي كنند، و مقداري از گل ريز لعاب را با سنباده به شكلي درمي اورند كه پس از اتمام كار و تخمير ريزي جاي ملات داشته باشند،بعد از پرداخت آلات(2) را توسط مان شمارهها بخش بخش يا در اصطلاح كود كود نموده و ازشماره 1 شروع به چيدن ميكنند لازم به تذكر است كه قبلا سطح صاف گچي به اندازه سطح معرق مورد نظر تهيه نمودهاند كه پس از جور نمودن هر قسمت را بصورت وارونه بر روي سطح گچي قرار ميدهند، آنوقت نوبت تخمير ريزي فرا ميرسد.
پس از ثابت شدن رنگها آنها را از موره خارج كرده و از روي شمار پشت آن،يكي يكي در سطح مورد نظر بكار ميبرند. و پشت آن را با دوغ آب گچ پر ميكنند، رنگهليي كه در هفت رنگ بكار ميرود عبارتست از:
سفيد – زرد، فيروزهاي ،لاجورد،تغاري( حنائي)،مشكي،چمني.
طرح كاشيهاي هفت رنگ در دوران صفويه بيشتر گل و بوته و در لچكيها اسليمي، كه در دوران قاجار علاوه بر رنگ صورتي كه در ماشيها ديده مي شود نقوش پرندگان و حيوانات و نقش انسان نيز بكار رفته است.
آنچه لازم به يادآوري است، اينست كه كاشي هفت رنگي نيز در دوران تيموري با طول و عرض 40 سانتي متر و ابعاد ديگر ساخته و بكار رفته است. و بيش از سه رنگ ( لاجورد ،فيروزهاي سفيد و متن آجري كه قرمز رنگ است) در آن ديده نيم شود. نمونه آن دردفتر فني حفاظت آثار باستاني خراسان موجود است.
كاشی زير رنگي
گاشي زير رنگي يكي ازقديمترين انواع كاشي است كه دربنا مخصوص در محرابها به عنوان تزئين بكار رفته، و نوع سلطان سنجري آن را از دوران سلجوقي بسيار مشهور است، كه نمونه آن را در حرم مطهر حضرت رضا( ع) ميتوان ديد.
كاشي زير رنگي همانطور كه گفته شدن بيشتر در محرابها بكار ميرفته و بعد از آن كه كاشي به عنوان تزئين در بنا بكار رفت انواع مختلف آن را بكار بردند در دوران صفوي نيز اين دو نوع كاشي جهت تزئين ازاره بناها استفاهد نمودند. در مقبره خواجه ربيع در مشهد و امامزاده محمد محروق كه بناهائي از دوران صفوي هستند، نمونههاي زيبايي از اين نوع كاشي بكار رفته،كه قابل توجه و اهميت است.
اين كاشي، هم از كاشي گلي و هم از كاشي جسمي ساخته ميشود.
طرز تهيه آن درصورتي كه از كاشي گلي ساخته شود به اينصورت است كه ،كاشي گلي را خوم پز مي كنند و مانند تهيه كاشي هفت رنگي عمل مينمايند.
ابتدا طرحي تهيه ميشود و پس از سوراخ سوراخ كردن طرح به وسيله سوزن و گرده نمودن،با رنگ مقن قلم ميزنند و سپس بوم مي كنند و در انتها لعاب شيشه بر روي آن داده ميشود و يكباره بكوره ميرود. و اما درمورد تهيه كاشي زير رنگي جسمي، بايد گفت كه احتياج به خوم پز كردن ندارد، از اين رو ابتدا طرح مورد نظر را تهيه نموده و مانند كاشي هفت رنگي عمل مي كنندو پس از تمام شدن رنگ آميزي،يك لعاب شيشه بر روي آنم داده ميشود و سپس بكورذه ميرود.
فرق كاشي زير رنگي با هفت رنگي در اين است كه اولا كاشي زير رنگي قدمت بيشتري دارد و دوم اينكه وقتي كاشي هفت رنگي را بكورهميبرند در حقيقت رنگ روي آن را ثابت كرده و در صورت كشيدن دست بر روي آن ،رنگها محو نمي شود و در حقيقت جزء لاينفك كاشي است. در حالي كه كاشي زير رنگي اين چنين است و با كشيدن دست بر روي آن رنگها در وصتري كه لعاب شيشه بر روي آنها داده نشده باشد پاك ومحو مي گرددو لعاب شيشه فقط محافظي براي جلوگيري از خرابي يا محو مي گردد. و لعاب شيشه فقط محافظي باري جلوگيري از خرابي يا محو شدن رنگ كاشي است و بيشتر،در دوران سلجوقي وبعد از آن ديده شده كه از كاشي زير رنگي، در تزئين محرابها استفاهدمي شده است و اغلب آنها كتيبه و آيات قرآن ميباشد كه بصورت گود يا برجسته بكار رفته است.
تهيه خشتهي كاشي زير رنگي برجسته به اين صورت است كه طرح را روي خشت آنها پياده نوده و مانند كاشي هفت رنگي، مراحل گرده كردن و كشيدن طرح با مقن و قلم زدن انجام ميشود سپس قسمتهائي را كه ميبايست به صورت برجسته باشد، باقي گذاشته و قسمتهاي ديگر را با وسائل مخصوص گود و نقشهاي متنوع و مورد نظر را بر روي آن كشيده،لعاب شيشه بر روي آن داده بكوره ميبرند، و اگر گود باشد بالعكس ميكنند.
كاشي زير رنگي نيز در دوران بعد از دوره سلجوقي بخصوص دوران صفوي مورد استفاده قرار گرفت و بسيراي از ازراههاي بناها با اين نوع كاشي تزئين يافت.
لازم بيادآوري است، لعاب شيشه در كاشي جسمي نفوذ مي كند و بر عكس بر روي كاشي جسمي نفوذ مي كند و ر عكس بر روي كاشي گلي نفوذي ندارد، بهمين جهت بعد از مدتي لعاب شيشه بر روي كاشيهاي گلي ترك ترك شده و بعدها در اثر نوذ آب باران و گرد وخاك در داخل درزها از بين رفته و خورده ميشود. يكي از نشانهي شناخت كاشي زير رنگي گلي در روي كار ترك ترك شدن لعاب شيشع آن است.
كاشي نره
اين كاشي در گذشته ازكاشيگلي ساخته ميشسدهخ و لي اكنون از كاشي جسمي استفاده ميشود بيشتر اختصاص به پوشش گنبدها دارد و ضمناً در مورد پوشيد سطوحي كه به صورت كار بنائي يا معقلي و گلچيني مورد نظر ميباشد بكار ميرود، قطر كاشي نره 5 و عرض آن 5 تا 6 سانتي متر و طولآن سه برابر عرض آنست، ½ كاشي نره را كلوك و 3/2 آن را دو قدي و تمام آن را در صورت بكار بردن در كار گلچيني سه قدي گويند.
كاشی قاز تغاري
مواد اين كاشي از كاشي جسمي است و در دوران تيموري بيشتر ساخته ميشده و به صورت 6 گوش نيز بكار رفته و بيشتر برنگ چمني چمني ديده شده است،
كه نخمونه آن را ميتوان در ازارة گنبدخانه مسجد شاه مشهد ديد. بر روي آنها تزئيناتي با آب طلا و كلماتي به صورت خط بنائي كه اكنون فقط اثراتي از آن باقي مانده كار ميشده است.
اين كاشيرا اگر در مقابل آفتاب نگاه دارند هفت رنگ در آن مشاهده ميشود، براي روشن شدن موضوع نقش روي اين كاشي مانند ريخته شدن نفت در آب است، ولي وجه تسميه آن شايد بخاطر رنگ پر غاز باشدكه در مقابل نورآفتاب رنگارنگ ديده ميشود و بيشتر از اين نوع كاشي در قسمت ازارهها و اسپرها بخاطر زيبائي بيشتر بكار ميرفته است
هنر کاشی کاری
کاشیکاری یکی از روشهای دلپذیر تزئین معماری در تمام سرزمینهای اسلامی است. تحول و توسعه کاشی ها از عناصر خارجی کوچک رنگی در نماهای آجری آغاز و به پوشش کامل بنا در آثار تاریخی قرون هشتم و نهم هجری انجامید. در سرزمینهای غرب جهان اسلام که بناها اساسا سنگی بود، کاشی های درخشان رنگارنگ بر روی دیوارهای سنگی خاکستری ساختمانهای قرن دهم و یازدهم ترکیه، تأثیری کاملا متفاوت اما همگون و پر احساس ایجاد می کردند.
جز مهم کاشی، لعاب است. لعاب سطحی شیشه مانند است که دو عملکرد دارد: تزیینی و کاربردی. کاشی های لعاب دار نه تنها باعث غنای سطح معماری مزین به کاشی می شوند بلکه به عنوان عایق دیوارهای ساختمان در برابر رطوبت و آب، عمل می کنند.
تا دو قرن پس از ظهور اسلام در منطقه بین النهرین شاهدی بر رواج صنعت کاشیکاری نداریم و تنها در این زمان یعنی اواسط قرن سوم هجری، هنر کاشیکاری احیا شده و رونقی مجدد یافت. در حفاری های شهر سامرا، پایتخت عباسیان، بین سالهای 836 تا 883 میلادی بخشی از یک کاشی چهارگوش چندرنگ لعابدار که طرحی از یک پرنده را در بر داشته به دست آمده است. از جمله کاشی هایی که توسط سفالگران شهر سامرا تولید و به کشور تونس صادر می شد، می توان به تعداد صد و پنجاه کاشی چهارگوش چند رنگ و لعابدار اشاره کرد که هنوز در اطراف بالاترین قسمت محراب مسجد جامع قیروان قابل مشاهده اند. احتمالا بغداد، بصره و کوفه مراکز تولید محصولات سفالی در دوران عباسی بوده اند. صنعت سفالگری عراق در دهه پایانی قرن سوم هجری رو به افول گذاشت و تقلید از تولیدات وابسته به پایتخت در بخش های زیادی از امپراتوری اسلامی مانند راقه در سوریه شمالی و نیشابور در شرق ایران ادامه یافت. در همین دوران، یک مرکز مهم ساخت کاشی های لعابی در زمان خلفای فاطمی در فسطاط مصر تأسیس گردید.
نخستین نشانه های کاشیکاری بر سطوح معماری، به حدود سال 450 ه.ق باز می گردد که نمونه ای از آن بر مناره مسجد جامع دمشق به چشم می خورد. سطح این مناره با تزئینات هندسی و استفاده از تکنیک آجرکاری پوشش یافته، ولی محدوده کتیبه ای آن با استفاده از کاشیهای فیروزه ای لعابدار تزئین گردیده است.
شبستان گنبد دار مسجد جامع قزوین( 509 ه.ق) شامل حاشیه ای تزئینی از کاشیهای فیروزه ای رنگ کوچک می باشد و از نخستین موارد شناخته شده ای است که استفاده از کاشی در تزئینات داخلی بنا را در ایران اسلامی به نمایش می گذارد. در قرن ششم هجری، کاشیهایی یا لعابهای فیروزه ای و لاجوردی با محبوبیتی روزافزون رو به رو گردیده و به صورت گسترده در کنار آجرهای بدون لعاب به کار گرفته شدند.
تا اوایل قرن هفتم هجری، ماده مورد استفاده برای ساخت کاشی ها گل بود اما در قرن ششم هجری، یک ماده دست ساز که به عنوان خمیر سنگ یا خمیر چینی مشهور است، معمول گردید و در مصر و سوریه و ایران مورد استفاده قرار گرفت.
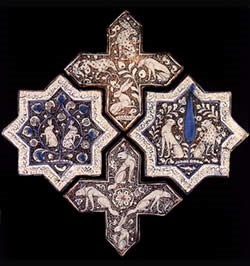
در دوره حکومت سلجوقیان و در دوره ای پیش از آغاز قرن هفتم هجری، تولید کاشی توسعه خیره کننده ای یافت. مرکز اصلی تولید، شهر کاشان بود. تعداد بسیار زیادی از گونه های مختلف کاشی چه از نظر فرم و چه از نظر تکنیک ساخت، در این شهر تولید می شد. اشکالی همچون ستاره های هشت گوش و شش گوش، چلیپا وشش ضلعی برای شکیل نمودن ازاره های درون ساختمانها با یکدیگر ترکیب می شدند. از کاشیهای لوحه مانند در فرمهای مربع یا مستطیل شکل و به صورت حاشیه و کتیبه در قسمت بالایی قاب ازاره ها استفاده می شد. قالبریزی برخی از کاشی ها به صورت برجسته انجام می شد در حالی که برخی دیگر مسطح بوده و تنها با رنگ تزئین می شدند. در این دوران از سه تکنیک لعاب تک رنگ، رنگ آمیزی مینائی بر روی لعاب و رنگ آمیزی زرین فام بر روی لعاب استفاده می شد.
تکنیک استفاده از لعاب تک رنگ، ادامه کاربرد سنتهای پیشین بود اما در دوران حکومت سلجوقیان، بر گستره لعابهای رنگ شده، رنگهای کرم، آبی فیروزه ای و آبی لاجوردی-کبالتی- نیز افزوده گشت.
ابوالقاسم عبد الله بن محمد بن علی بن ابی طاهر، مورخ دربار ایلخانیان و یکی از نوادگان خانواده مشهور سفالگر اهل کاشان به نام ابوطاهر، توضیحاتی را در خصوص برخی روشهای تولید کاشی، نگاشته است. وی واژه هفت رنگ را به تکنیک رنگ آمیزی با مینا بر روی لعاب اطلاق کرد. این تکنیک در دوره بسیار کوتاهی بین اواسط قرن ششم تا اوایل قرن هفتم هجری از رواجی بسیار چشمگیر برخوردار بود.
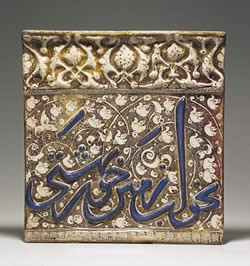
لعاب زرین فام که ابوالقاسم آن را دو آتشه می خواند، رایج ترین و معروف ترین تکنیک در تزئینات کاشی بود. این تکنیک ابتدا در قرن دوم هجری در مصر برای تزیین شیشه مورد استفاده قرار می گرفت. مراحل کار به این شرح بوده که پس از به کار گیری لعاب سفید بر روی بدنه کاشی و پخت آن، کاشی با رنگدانه های حاوی مس و نقره رنگ آمیزی می شده و مجددا در کوره حرارت می دیده و در نهایت به صورت شیء درخشان فلزگونه ای در می آمده است. با توجه به مطالعات پیکره شناسی که بر روی نخستین کاشیهای معروف به زرین فام انجام گرفته و نیز از آنجایی که در این نوع از کاشی ها بیشتر طرح های پیکره ای استفاده می شده تا الگوهای گیاهی، می توان گفت این نوع از کاشی ها به ساختمانهای غیر مذهبی تعلق داشته اند.
ویرانی حاصل از تهاجم اقوام مغول در اواسط قرن هفتم هجری، تنها مدت کوتاهی بر روند تولید کاشی تأثیر گذاشت و در واقع هیچ نوع کاشی از حدود سالهای 642-654 ه.ق بر جای نمانده است. پس از این سال ها، حکام ایلخانی اقدام به ایجاد بناهای یادبود کرده و به مرمت نمونه های پیشین پرداختند. نتیجه چنین اقداماتی، احیای صنعت کاشی سازی بود. در این دوران، تکنیک مینایی از بین رفت و گونه دیگری از تزئین سفال که بعدها عنوان لاجوردینه را به خود گرفت، جانشین آن شد. در این تکنیک، قطعات قالب ریزی شده با رنگهای سفید، لاجوردی و در موارد نادری فیروزه ای، لعاب داده می شدند و پس از اضافه شدن رنگهای قرمز، سیاه یا قهوه ای بر روی لعاب، برای بار دوم در کوره قرار داده می شدند.
در اوایل دوره ایلخانی، تکنیک زرین فام بر روی لعاب بدون هیچ رنگ افزوده ای به کار برده می شد، لکن در ربع پایانی قرن هفتم، رنگهای لاجوردی و فیروزه ای به میزان اندکی مورد استفاده قرار گرفتند.
با نزدیک شدن به قرن هشتم هجری، آبی لاجوردی از رواج و محبوبیت بیشتری برخوردار شد و سرانجام تکنیک نقاشی زیر لعاب با استفاده از رنگهای آبی لاجوردی و اندک مایه ای از رنگهای قرمز و سیاه، جایگزین نقاشی زرین فام شد که کاشی های تولید شده با چنین تکنیکی معمولا با نام کاشی های سلطان آباد شناخته می شوند. این تکنیک تا اواسط قرن هشتم مورد استفاده قرار می گرفت و پس از آن منسوخ شد.
با توجه به وقت گیر بودن نصب کاشی های معرق، در اواخر قرن نهم هجری تکنیک ارزان تر و سریع تری با نام هفت رنگ، جایگزین آن شد. این تکنیک، ترکیب رنگهای مختلف و متعددی را بر روی کاشی ممکن ساخته بود. همچنین در چنین شیوه ای، رنگ ها مجزا بوده و درون مرزهای یکدیگر نفوذ نمی کردند؛ زیرا توسط خطوط رنگینی مرکب از منگنز و روغن دنبه از یکدیگر جدا می شدند. در بسیاری از بنا های تیموریان شاهر رواج مجدد کاشی کاری به شیوه هفت رنگ هستیم که به عنوان نمونه، می توان از مدرسه غیاثیه خردگرد که در سال 846 ه.ق تکمیل شده یاد کرد.
با رو به زوال نهادن حاکمیت ایلخانیان در اواسط قرن هشتم، عصر طلایی تولید کاشی پایان یافت. کاشی های معرق-موزائیکی- تک رنگ و نه چندان نفیس در رنگهایی متفاوت جانشین قابهای عظیم زرین فام و کتیبه ها شدند. این تکنیک برای نخستین بار در آغاز قرن هفتم هجری در آناتولی اقتباس شده و یک قرن بعد در ایران و آسیای مرکزی پدیدار شده است. این نوع از کاشی ها برای ایجاد طرحی پیچیده در کنار یکدیگر چیده می شده و از آنها برای تزئین محراب ها استفاده می شد. شیوه کار به این صورت بوده است که سفالهای لعاب داده شده را بر مبنای طرح اصلی می بریدند و سپس با در کنار هم قرار دادن آنها، طرح اصلی را می ساختند. در دوره ایلخانیان برای نخستین بار این تکنیک مورد استفاده قرار گرفت؛ مانند آنچه که در مقبره امام زاده جعفر اصفهان (726 ه.ق) به چشم می خورد؛ اما کاربرد وسیع آن در دوره میانی قرن نهم هجری رواج پیدا کرد. طیف وسیع و پیشرفته ای از کاشی های معرق بر روی تعدادی از بناهای مهم یادبود این دوران دیده می شوند که به عنوان نمونه می توان به مسجد گوهرشاد در مشهد، مدرسه آلغ بیک در سمرقند و مدرسه خرگرد اشاره کرد.
مساجد و مدارس صفویه به طور کلی با پوششی از کاشی ها در درون و بیرون بنا تزیین شده اند. در حالیکه کاربرد کاشی های معرق تداوم می یافت، شاه عباس که برای دیدن بناهای مذهبی کامل نشده اش بی تاب بود، استفاده بیشتر از تکنیک سریع کاشی هفت رنگ را تقویت کرد.
در عصر صفویه، کاشی هفت رنگ در قصرهای اصفهان به نحوی گسترده مورد استفاده قرار گرفت و نصب کاشی های چهارگوش درون قابهای بزرگ، منظره هایی بدیع همراه با عناصر پیکره ای و شخصیتهای مختلف، به وجود آورد.
در قرن دوازدهم هجری، با روی کار آمدن زندیه عمارت سازی در اندازه های جاه طلبانه به ویژه در شیراز، پایتخت زندیان، از سر گرفته شد و به همین دلیل، جنبش جدیدی در صنعت کاشی سازی پدید آمد. در این عصر، تصاویر کاشی ها با نوعی رنگ جدید صورتی که در دوران حکمرانی قاجار نیز استفاده می شده، نقاشی می شوند.
صنعت کاشی سازی اسلامی در دوره هایی از پورسلین-ظرف چینی وارداتی از دوران تانگ و سونگ- تأثیر پذیرفته است. حاصل این تأثیرات، ساخت کاشی هایی با لعاب سفید و طرح های آبی است. اقتباس هنرمندان اسلامی از چینی های آبی-سفید قابل ملاحظه است. در اواسط قرن نهم هجری، نقشمایه های چینی کاملا در نقشمایه های دوران اسلامی جذب شده و حاصل آن، پدیدار شدن یک سبک اسلامی-چینی دو رگه دلپذیر و قابل قبول بود.
هنر کاشی کاری ترکیه تا حد زیادی تحت تأثیر سنتهای ایرانی قرار داشت. در قرن نهم هجری (تا سال 875 ه.ق) هنرمندان تبریزی با انگیزه اشتغال به فعالیت در ترکیه می پرداختند.

در قرن دهم هجری، ایزنیک مرکز تولید ظروف سفالی و کاشی در ترکیه محسوب می شد. یک رنگ قرمز درخشان جدید و یک دوغاب غنی شده از آهن به صورت ضخیم غیر قابل نفوذ به زیر لعاب، به کار گرفته می شده که از ویژگی های کاشی ایزنیک به شمار می آمد. یک سبک برگدار زیبا با طراحی های واقعی از گل های لاله، سنبل و میخک نیز بر روی کاشی ها، منسوجات، جلدسازی و سایر هنرهای ترکیه قرن دهم مورد استفاده قرار گرفتند اما پس از قرن یازدهم هجری، کیفیت کاشی ایزنیکی رو به افول گذاشت و از این دوران به بعد، ساخت کاشی در شهر کوتاهایا در مرز فلات آناتولی ادامه یافت.
ساخت کاشی در سوریه نیز صورت می گرفته است. سفالگران دمشقی در قرن نهم هجری کاشی های سفید-آبی تولید می کردند اما یک قرن بعد طرح کاشی های سوریه ای بازتاب کاشی های ایزنیک بود. کاشی های سوریه در رنگ های سبز روشن، فیروزه ای و ارغوانی تیره خاصی در زیر لعاب نقاشی شده اند. بهترین دوره برای کاشی سازان دمشق، قرن دهم هجری است. پس از آن، گرچه تولید کاشی تا قرن سیزدهم ادامه یافت اما کیفیت آن کاهش یافت و طرح های کاشی های سوریه یک دست شد.
منابع
نادري،بقراط. “مختصري راجع به كاشي، پخت و انوع كاشي مشهد”. دوره 16، ش 188 (خرداد 57):



{kind=link}
{kind=link}
{kind=link}
{kind=link}
نظرات